A aplicação de técnicas estatísticas ao controle de qualidade permitiu um elevado grau de profissionalização dessa função.
A seguir, apresentam-se algumas das técnicas mais utilizadas.
Resumo e apresentação de dados
Um caso típico destas técnicas é o histograma.
Um exemplo pode ajudar a compreender melhor esta fácil e prática ferramenta.
Suponha-se que se tirem regularmente amostras da produção de um concentrado de suco de laranja, obtendo-se os resultados apresentados no quadro “Dados de uma série de amostras de concentrado de suco de laranja”.
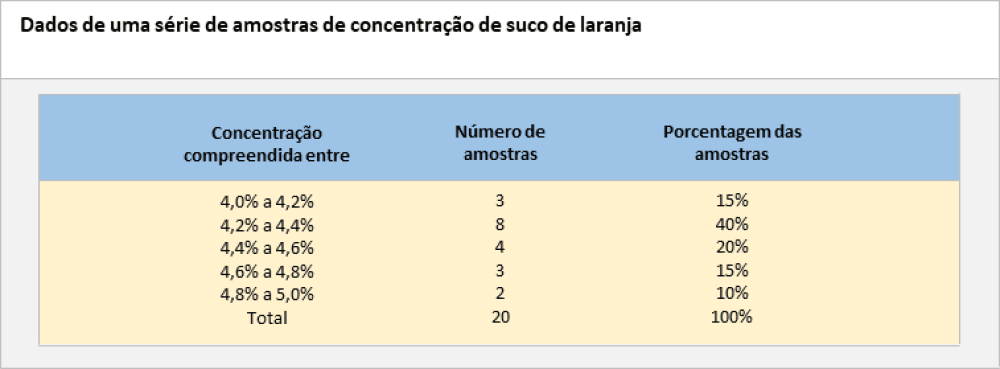
Sua representação gráfica aparece no histograma de porcentagens “Concentrado de suco de laranja”.
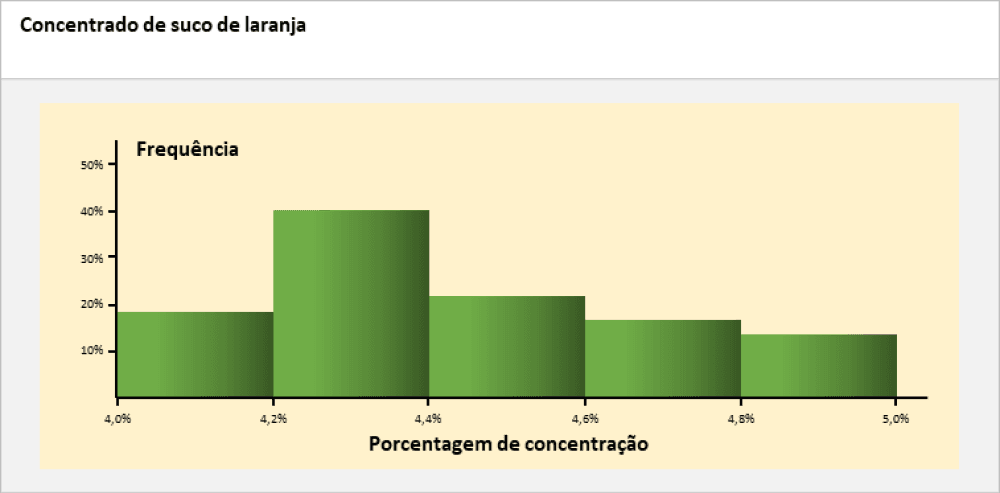
O histograma da figura Concentrado de suco de laranja é uma representação gráfica de dados de uma série de amostras deste concentrado. No eixo horizontal, colocam-se os intervalos de concentração, e no vertical as frequências com que se deram essas concentrações.
No eixo horizontal, levaram-se os intervalos de concentração e no eixo vertical, as frequências com que se deram estas concentrações.
Cada frequência e cada intervalo determinam um retângulo.
A configuração dos retângulos permite visualizar de forma clara e simples a importância relativa dos dados.
Os histogramas têm a vantagem de que são manejáveis por pessoal pouco qualificado, que ao realizá-los compreende os dados que maneja e pode discernir os mais importantes.
Parecidos com os histogramas são os diagramas de Pareto.
Também aqui, se utilizará um exemplo para compreendê-los melhor.
Suponha-se que se analisam os acidentes ocorridos durante um ano em determinado trecho de uma autoestrada, classificando-os por sua causa principal.
O quadro “Número de acidentes em um trecho de auto estrada” mostra os resultados, cuja representação gráfica seria a que aparece no diagrama “Acidentes em um trecho de autoestrada”.
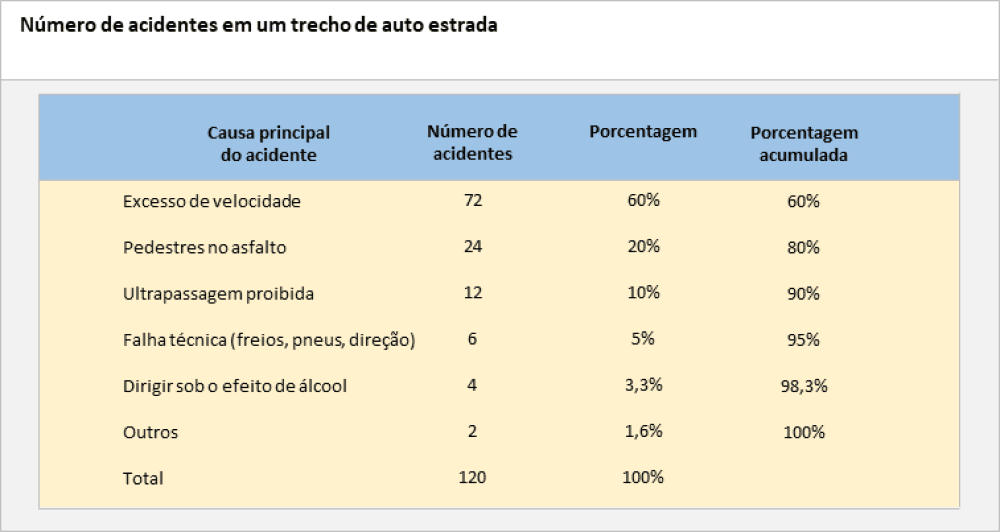
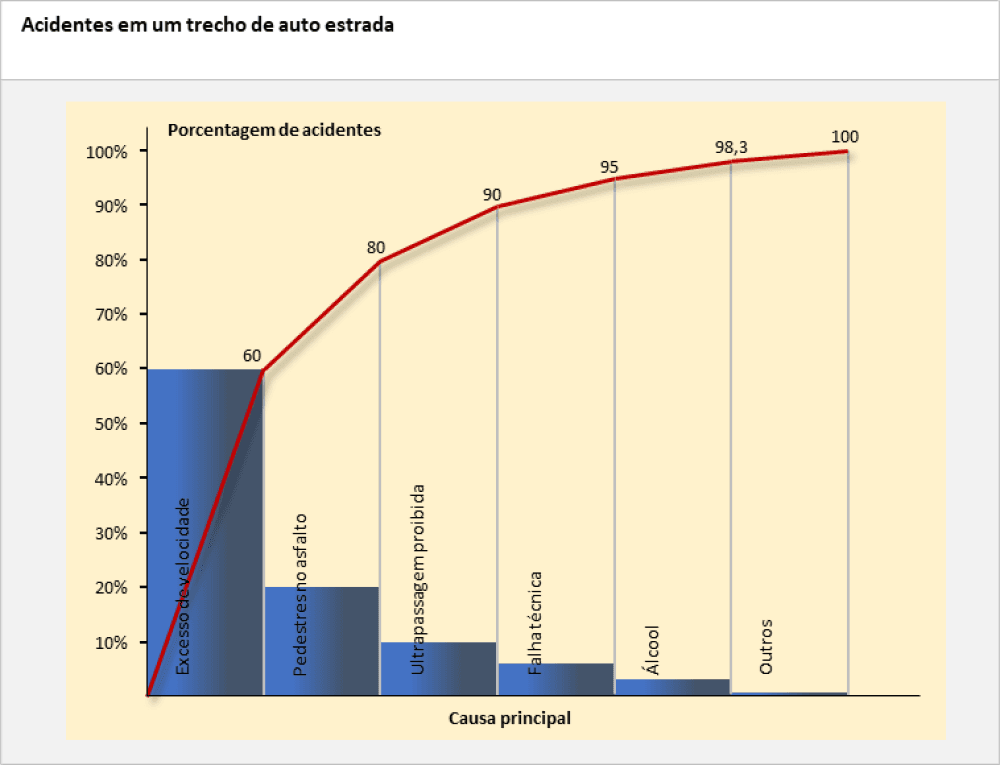
Acidentes de um trecho de auto estrada, é um diagrama de Pareto em que se analisam esses acidentes ocorridos durante um ano, classificando-os por sua causa principal (eixo horizontal) em ordem decrescente.
O diagrama de Pareto ordena as causas segundo sua importância, da maior para a menor, o que demonstra claramente que algumas sobressaem muito mais do que as outras.
Assim, 80% dos acidentes, no exemplo, seriam provocados por duas causas: excesso de velocidade e pedestres no asfalto.
Também neste caso, a vantagem desta simples técnica de apresentar os dados está em sua rápida visualização e compreensão.
Análise dos problemas
Uma técnica simples e útil é o diagrama de causa e efeito (também chamado atualmente diagrama C.E. e diagrama de Ishikawa), que se mostra na figura “Diagrama de causa e efeito”, relativa a defeitos na soldadura de tubos.
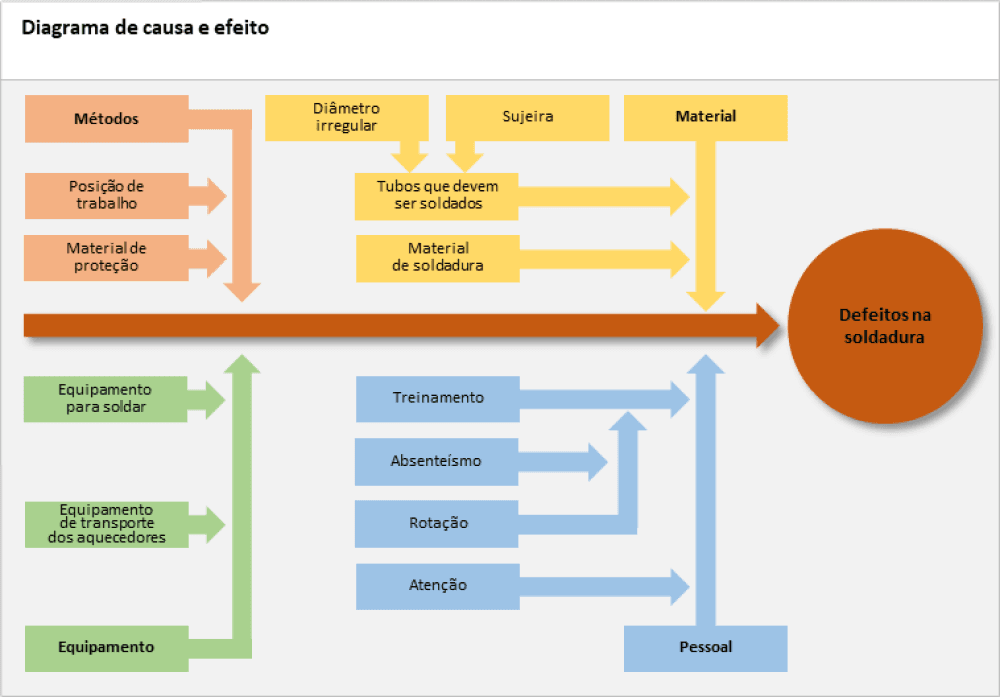
Essa figura mostra um diagrama de causa e efeito, também chamado diagrama C.E. e diagrama de Ishikawa, para a análise dos defeitos nas soldaduras de tubos de cobre de pequeno diâmetro, produzidos por uma fábrica de aquecedores a gás.
Trata-se de analisar os defeitos nas soldaduras de tubos de cobre de pequeno diâmetro numa fábrica de aquecedores a gás.
As possíveis causas de algumas soldaduras ficarem defeituosas foram agrupadas em quatro grandes famílias (representadas pelas flechas que incidem lateralmente sobre a flecha principal): material, métodos, equipamento e pessoal.
Por sua vez, a causa material pode dar lugar a defeitos por duas causas: material de soldadura e tubos que devem ser soldados.
Pode acontecer que em certos casos o material de soldadura seja defeituoso.
A causa tubos pode conter por sua vez dois fatores principais como causa de defeitos: que os tubos não têm sempre o mesmo diâmetro (o que contribuirá para erros dos operários); ou que os tubos estejam sujos (e, como consequência, apareçam poros na solda).
A causa métodos pode conter duas causas: a posição de trabalho (que pode ser incômoda ou impedir uma boa visibilidade dos pontos que vão ser soldados); e o material de proteção (que por ser pouco adequado impede uma visibilidade suficiente).
A causa equipamento desdobra-se em duas causas: o equipamento de soldadura e o equipamento de transporte dos aquecedores (é possível que este último avance muito rapidamente, impedindo um trabalho suficientemente preciso do operário).
A causa pessoal consta de duas outras causas: adestramento e atenção.
A causa adestramento é afetada pela rotação dos postos, provocada, por sua vez, pelo absenteísmo.
Depois de ter catalogado tudo o que pode afetar a produção dos defeitos na soldadura dos tubos, o passo seguinte deve ser a análise individualizada de cada uma destas causas, separando as que realmente têm importância daquelas que são irrelevantes.
O uso deste diagrama ajuda a entender os complexos problemas de qualidade.
A utilização sistemática desta técnica permite realizar uma análise exaustiva do problema e torna possível, além disso, a apresentação das soluções mais idôneas para as causas e as causas mais importantes.
Gráficos de controle
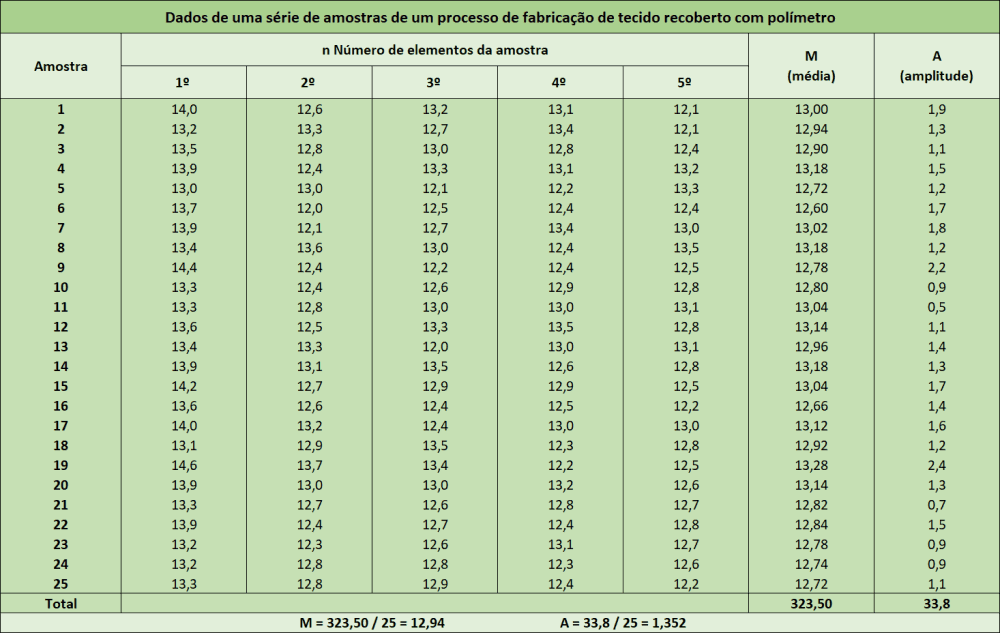
Suponhamos que o que se deseja é controlar um processo de fabricação de um material substitutivo do couro curtido, que se obtém recobrindo um tecido com determinado polímero.
Periodicamente, tomam-se algumas amostras da produção e se pesam.
Cada amostra consta de cinco quadrados com uma superfície, por exemplo, de 400 cm2 cada.
Toma-se um total de 25 amostras.
Para cada amostra, calcula-se a média dos cinco pesos e a amplitude de sua distribuição (diferença entre o maior e o menor).
O quadro “Dados de uma série de amostras de um processo de fabricação de tecido recoberto com polímero” apresenta os dados obtidos a partir dessas amostras, e nele se calcularam também a medida das médias M e a média das amplitudes A.
Um gráfico de controle é uma comparação gráfica dos dados operacionais do processo com os limites de controle, calculados estatisticamente, como se indica na figura “Principais linhas do gráfico de controle”.
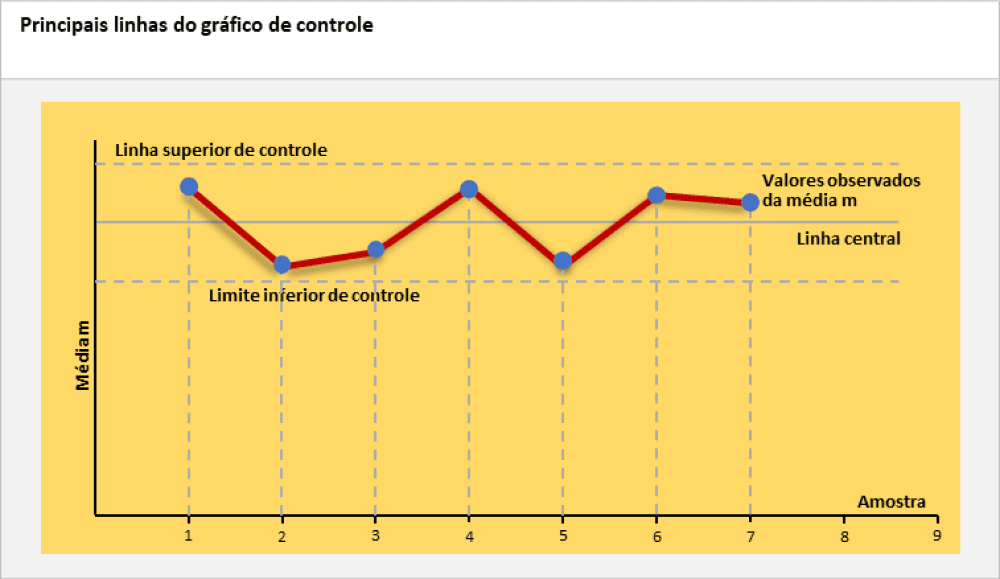
Baseado em um material substitutivo do couro curtido, que se obtém recobrindo um tecido com determinado polímero, este gráfico compara os dados operativos de um processo de fabricação com limites de controle estatisticamente calculados. No eixo horizontal, estão colocadas as amostras, e no eixo vertical a média m.
As variações de um processo de fabricação podem ter sua origem em causas aleatórias (exclusivamente ao acaso) ou em causas caracterizáveis (causas concretas que se podem encontrar).
Um processo que só está sujeito a causas aleatórias diz-se que está em condições de controle estatístico.
Quando as variações de um processo de fabricação ultrapassam as condições de controle estatístico, supõe-se que apareceram causas não aleatórias e, portanto, é preciso buscá-las e corrigi-las.
Um processo pode encontrar-se em condições de controle estatístico e produzir unidades fora das especificações.
Mas talvez a melhor maneira de fazer com que o produto se ajuste a especificações determinadas seja manter o processo em condições de controle estatístico.
Os limites superior e inferior de controle definem o campo das condições de controle estatístico.
Quando uma amostra cai fora deste campo, quer dizer que se introduziram causas não aleatórias no processo.
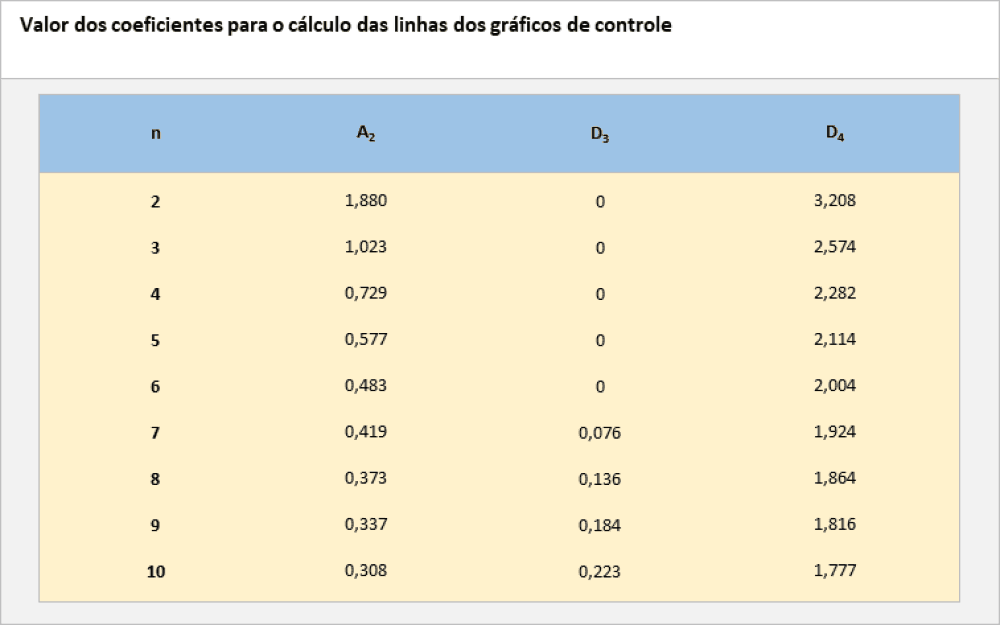
As linhas do gráfico de controle para obter as médias das amostras determinam-se mediante as seguintes fórmulas:
Linha central = M
Limite superior de controle = M + A2 x A
Limite inferior de controle = M – A2 x A
Se se deseja controlar também as amplitudes das amostras, as linhas dos gráficos de controle para estas calculam-se mediante as seguintes fórmulas:
Linha central = A
Limite superior de controle = D4 x A
Limite inferior de controle = D3 x A
Os valores de A2, D3 e D4 podem ser obtidos a partir do quadro “Valor dos coeficientes para o cálculo das linhas dos gráficos de controle”, em função do número de elementos da amostra n.
A aplicação destas fórmulas e dos coeficientes correspondentes ao exemplo do tecido recoberto de polímero daria, para as linhas de controle da média de peso da amostra:
Linha central = 12,940
Limite superior de controle = 12,940 + 0,577 x 1,352 = 13,720
Limite inferior de controle = 12,940 – 0,577 x 1,352 = 12,159
Para as linhas de controle da amplitude, o resultado seria:
Linha central = 1,352
Limite superior de controle = 2,114 x 1,352 = 2,858
Limite inferior = 0 x 1,352 = 0
Sua representação aparece em “Gráficos de controle da média e da amplitude de distribuição de uma série de amostras, em processo de fabricação de tecido recoberto de polímero”.
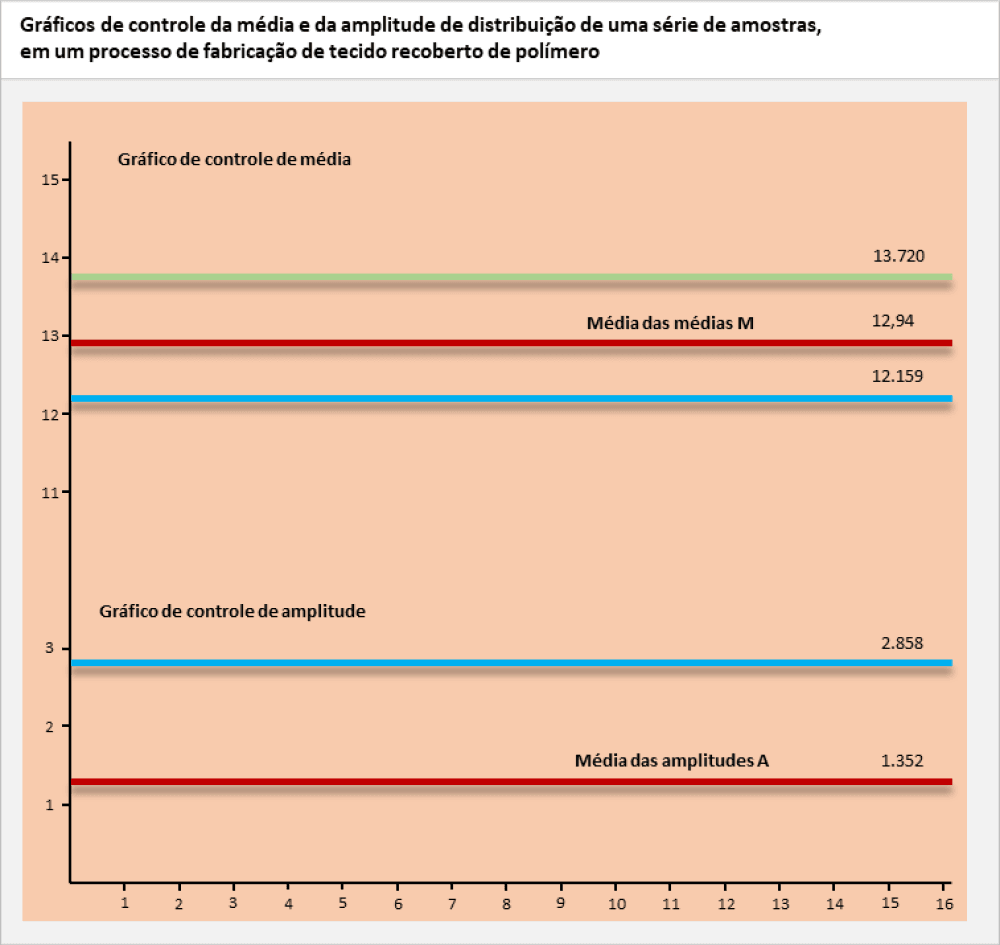
A figura mostra os gráficos de controle das variações de um processo de fabricação em amostras de um tecido recoberto com um polímero. Os limites superior e inferior de controle definem o campo de condições de controle estatístico. As amostras que caem fora são as que devem ser corrigidas.
Se ao tomar uma amostra se observa que sua média cai fora dos limites, isto pode indicar que aconteceu uma mudança não aleatória que talvez afete o produto.
Pode ser adequado examinar se houve uma mudança nos materiais ou nos ajustes da máquina, que tenha feito o processo sair do estado de controle estatístico.
Pelo contrário, se é a amplitude de uma amostra que sai dos limites do controle, isto indicará que a uniformidade do processo se modificou.
Também neste caso será necessário analisar se houve mudanças nos aspectos do processo que podem afetar sua uniformidade (mudança de materiais, aumento ou diminuição de velocidade, etc).
Amostragem por atributos
A amostragem pretende conhecer a qualidade de um lote de determinados produtos, examinando um pequeno número de unidades de tal lote.
Faz-se a amostragem para aprovar o lote ou comprovar que o processo produtivo marcha adequadamente.
A inspeção por atributos determina se o produto está em bom ou em mau estado.
Quando se realiza uma inspeção por lotes, o plano de amostragem define-se mediante as seguintes variáveis:
N = tamanho do lote
n = tamanho da amostra
c = limite de aceitação (número máximo de unidades defeituosas que podem ser encontradas em uma amostra para aceitar o lote)
r = limite de rejeição (número de unidades defeituosas a partir do qual se deve rejeitar o lote)
Suponhamos que se trate de controlar lotes de êmbolos para cilindros de freio (aceitando lotes cuja porcentagem de defeitos seja 2%, e rejeitando aqueles cuja porcentagem de defeitos seja de 12%).
O problema consistirá em determinar o número de elementos que devem ser tomados de cada amostra e quantos cilindros defeituosos poderão ser detectados no máximo numa amostra.
| O futuro da qualidade Cada vez mais se generaliza o reconhecimento de que os nossos sistemas produtivos incorrem em níveis de ineficiência e desperdício que a sociedade não se pode permitir. O conceito de qualidade está se estendendo fora de seu âmbito tradicional na fábrica para alcançar todas as facetas da atividade humana. Nos últimos anos, presenciamos declarações firmes dos presidentes de algumas empresas líderes anunciando a todo o seu pessoal a importância da qualidade como meio para assegurar a sobrevivência da empresa. 1985 foi declarado o ano da qualidade por alguns líderes dos países industrializados. Muitas empresas apressam-se a empreender programas de melhoria da qualidade. Os círculos de controle de qualidade são implantados com êxito em muitas empresas. Frente a toda esta atividade, que chega até às revistas especializadas, permanece, porém, uma situação de atraso na grande maioria das empresas. Muitas delas na Europa e na América ainda se regem pela ideia antiquada de considerar produtividade e controle de qualidade como objetivos separados. Os níveis de formação e motivação dos comandos intermediários e dos operários com frequência são tão baixos que se torna difícil implantar melhorias que exigem destas pessoas uma disposição para analisar e resolver os problemas. No futuro, muitas empresas se verão obrigadas a embarcar em ambiciosos programas de capacitação de seus operários e de seus comandos para colocá-los em condições de empreender ações que lhes permitam enfrentar o desafio de converter a qualidade em arma competitiva da empresa. |
Leia mais em:
Como entender a gestão da qualidade
Entenda a qualidade e os custos
Entenda a qualidade e projeto dos produtos
Entenda a gestão da qualidade e a função de aprovisionamento
Entenda os programas de melhoria da qualidade
Fonte: Pedro Nueno Iniesta – Engenheiro industrial, doutor em Administração de Empresas pela Universidade de Harvard e professor de Direção da Produção, Tecnologia e Operações do IESE.
![]()


