Uma possível tipologia das empresas – em função de sua forma de produção e referida às implicações que esta determina na gestão de estoques – é apresentada no quadro ”Classificação das empresas em função de sua gestão de materiais”.
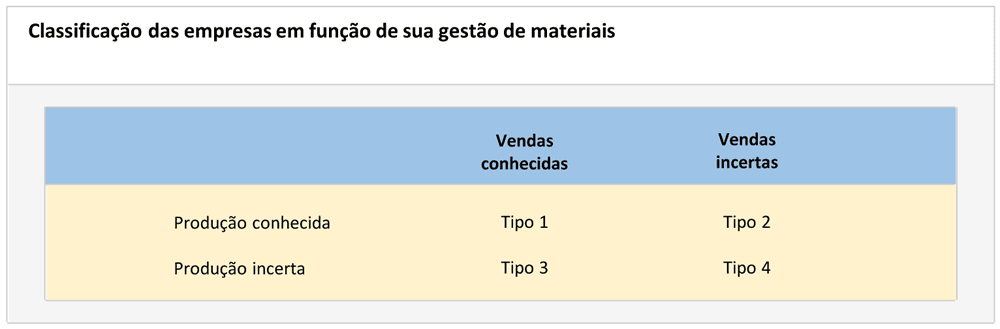
A distinção com relação à certeza da produção baseia-se no conhecimento e não na produção que se realizará no momento da compra das matérias-primas ou dos componentes.
De forma semelhante, a distinção nas vendas baseia-se em saber se a produção se decide quando a empresa já tem seus pedidos em carteira ou não (produção contra pedido e produção contra estoque).
Essa tipologia, embora simplista, pois uma empresa pode pertencer ao mesmo tempo a diferentes tipos, será de grande valia para a explicação que segue.
As empresas do tipo 1 são as que apresentam menos problemas do ponto de vista dos estoques.
As técnicas matemáticas de gestão dos estoques são pouco importantes para essas empresas, em comparação com a negociação dos prazos de entrega e as formas de pagamento com os fornecedores e os clientes.
As empresas do tipo 2 poderiam passar a empresas do tipo 1 se sua necessidade de serviço rápido, unida a uma lentidão em seu processo, não as obrigasse a fabricar por antecipação aos pedidos futuros.
A previsão das vendas efetua-se a partir de dados históricos e ações comerciais.
Os fatores mais importantes para esse tipo de empresas são: realizar uma boa previsão em suas vendas e manter um estoque superior ao necessário para amenizar as cargas de produção.
As empresas do tipo 3 devem sua classificação ao fato de ser menor o prazo de entrega ao cliente, do que o prazo de recepção das matérias-primas e o prazo de fabricação.
Este último, não obstante, é curto, o que lhes permite manter os estoques de matérias-primas e fabricar contra pedido.
As empresas desse tipo inclinam-se a oferecer uma ampla variedade de produtos, fabricados a partir de um conjunto muito padronizado de componentes ou de matérias-primas.
Seu maior investimento em inventário corresponde às matérias-primas.
Por último, as empresas do tipo 4 são as que apresentam incerteza tanto frente aos clientes como aos fornecedores; nelas uma adequada gestão dos estoques pode proporcionar maiores economias.
Quando se trata de empresas com grande número de produtos acabados e matérias-primas, as decisões de fabricação e de compras devem ser tomadas (para uma grande maioria de produtos) de forma bastante automática, ou delegadas ao pessoal auxiliar através de regras muito concretas.
Classificação dos problemas de estoques
É preciso sublinhar aqui que a classificação de determinada empresa em um desses tipos pode ser uma questão de estratégia.
Por exemplo, uma empresa que tivesse a possibilidade real de trabalhar contra pedido poderia decidir manter um estoque de produto acabado ou semiacabado, com a finalidade de garantir prazos curtos de entrega e nisso basear sua competitividade.
As empresas nas quais não existe incerteza tenderão a manter em estoque somente o necessário para satisfazer a demanda até a chegada do reabastecimento seguinte.
Pelo contrário, aquelas nas quais a demanda ou o prazo de entrega das mercadorias forem incertos manterão estoques mais elevados para cobrir as possíveis eventualidades.
Para o tratamento dos problemas que surgirem, tanto ao nível das matérias-primas como dos produtos acabados, será útil classificar os problemas de estoques em quatro casos fundamentais, como aparece no quadro ”Quatro de casos gestão de estoques”.
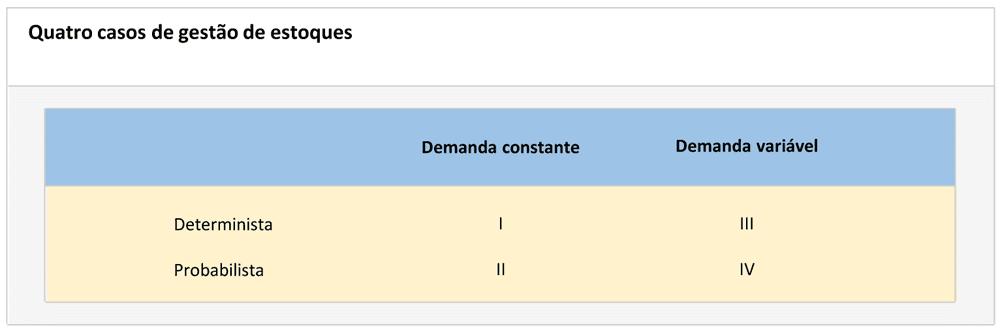
No caso I, a gestão tenderá a determinar as quantidades (ou os lotes) de compra mais econômicas, frente a uma negociação de contratos de compras.
No caso II, tratar-se-á de modelar a variabilidade da demanda e calcular o estoque necessário a um adequado nível de serviço.
O caso III é o caso típico de demanda dependente, no qual apenas preocupa a formação de lotes.
Por último, o caso IV, o mais complexo, corresponde a demandas sazonais incertas e sua solução se baseará geralmente em analogias com os outros casos.
Um modelo de gestão dos estoques
Como introdução aos modelos para a determinação dos lotes que devem ser comprados ou fabricados, é conveniente abordar o caso mais simples, ou seja, uma demanda constante e determinista.
As suposições sobre as quais se elabora este primeiro caso são:
- A taxa de demanda é constante e determinista.
Isto é, as necessidades ao longo do ano apresentam poucas variações e se conhecem com bastante exatidão, podendo ser consideradas como de demanda constante.
- O custo unitário não depende da quantidade pedida.
Assim, os descontos por quantidade não são contemplados neste primeiro modelo.
- O artigo é independente dos restantes, não havendo, portanto, vantagem em fazer pedidos juntamente com outros artigos.
- O prazo de entrega é imediato e serve todo o pedido ao mesmo tempo.
- Não se admitem rupturas de estoque, já que, ao conhecer as necessidades, se procura ter disponível um estoque no armazém para atendê-las.
Para desenvolver os cálculos que seguem, se usará a seguinte notação:
Q = lote de pedido (quantidade a pedir em unidades);
p = custo de lançamento por pedido (em u.m.);
v = valor unitário do produto (em u.m.);
i = custo de manutenção do estoque [u.m. / (u.m. x período)];
D = taxa de demanda (unidades / período).
Como se pode facilmente deduzir das suposições deste primeiro modelo simples, só interessa considerar aqui o problema da formação de lotes, isto é, analisa-se o tamanho dos pedidos de compra (ou de fabricação) para o denominado estoque de lote.
Observando o gráfico ”Evolução possível do nível de estoque”, sendo a demanda determinista e desejando minimizar os custos, será necessário esperar até que o estoque seja zero antes de lançar um novo pedido.
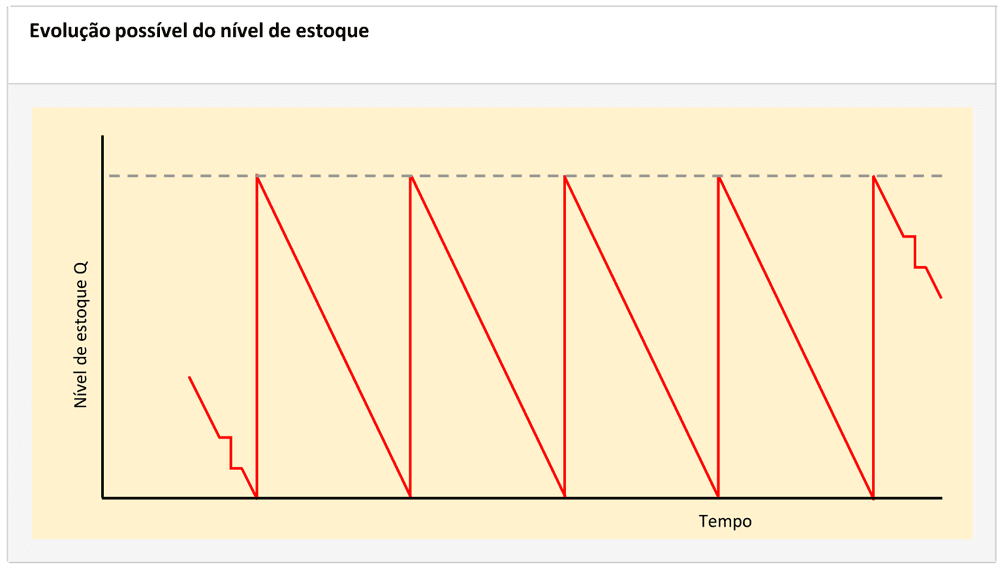
O gráfico apresenta a evolução possível dos níveis de estoque para um modelo de gestão baseado no lote que se deve comprar ou que deve ser fabricado, partindo de uma demanda determinista e com o objetivo de minimizar os custos.
Quando se lançar o pedido, a quantidade será Q e se incorporará imediatamente ao estoque.
O número de pedidos no período considerado será D/Q e, portanto, o custo de lançamento de pedidos neste período será dado por:
Por outro lado, haverá em média Q/2 unidades em estoque, e o custo da manutenção por período será então:
Não levaremos em conta neste caso o custo de ruptura (pois ela não existirá) nem o custo de aquisição, já que o preço unitário em nossa hipótese é constante e, portanto, o custo de aquisição pode ser considerado um custo fixo.
Assim, o custo total por período será:

O gráfico ”Valor dos custos” mostra sua evolução em função do lote de pedido Q.
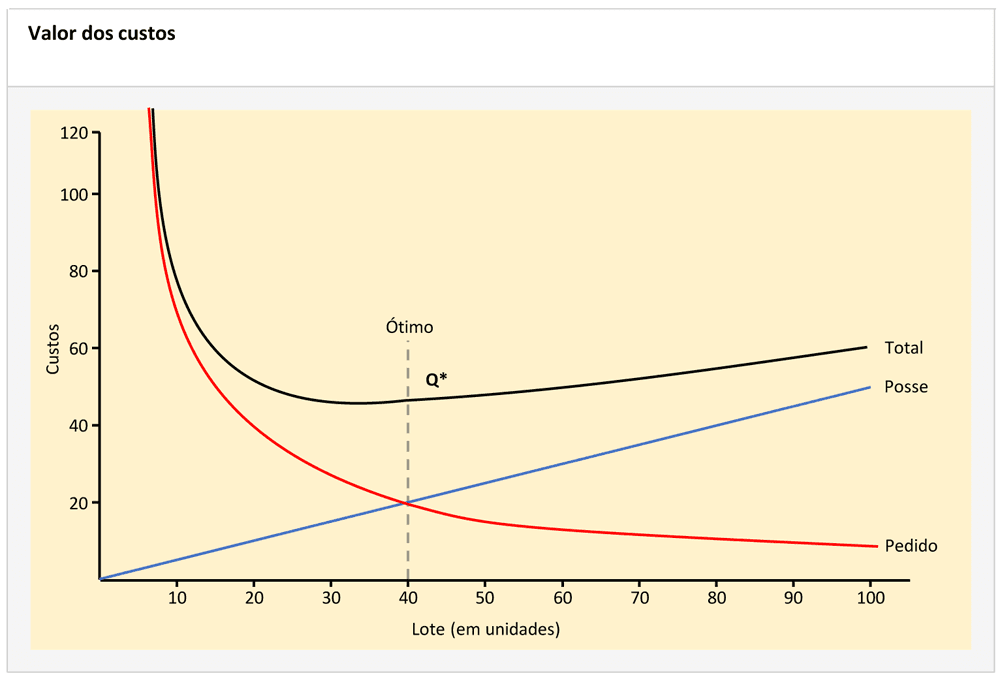
Observe-se como o custo de manutenção cresce ao aumentar o lote, ao passo que o custo dos pedidos diminui.
O custo total apresenta um valor mínimo no ponto Q* cujo valor é;
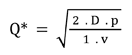
E que se denomina lote econômico de compra.
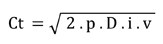
O custo total associado ao uso deste lote ótimo é:
Aqui é importante assinalar que o lote ótimo é função da raiz quadrada da demanda, e não da demanda.
Isto é, para uma demanda dupla, o lote econômico não dobra, pois só aumenta em 41% (dado que V 2 = 1,41).
Nesse caso, uma parte do incremento da demanda é coberta com um estoque maior e a outra com um incremento na frequência dos pedidos.
Como consequência, deve-se assinalar a vantagem estratégica da fusão de armazéns.
Observe-se que, ao fundir dois armazéns idênticos, os custos totais do estoque se reduzem de 200% a 141% dos custos de um deles.
Análise de sensibilidade
O resultado obtido no parágrafo anterior é válido para valores particulares de D, p, i e v.
Não obstante, esses valores são, na maioria dos casos, muito difíceis de determinar; por isso, ao aplicar a fórmula do lote econômico, usam-se estimativas.
É lógico, pois, perguntar qual é a variação do custo total do estoque frente a erros de estimativa desses parâmetros.
Esta análise, denominada análise de sensibilidade, se iniciará examinando a variação em porcentagem do custo total do estoque, ao variar percentualmente o lote.
A relação entre ambas as porcentagens é dada por:
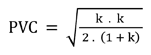
onde k é a taxa de variação do lote e PVC é a taxa de variação do custo total.
O gráfico ”Sensibilidade a Q” apresenta graficamente esse resultado.
Deduz-se da figura ou da fórmula anterior que, a um incremento do lote de 50%, corresponderá um incremento do custo total de apenas 8%, ao passo que uma diminuição em 50% do tamanho do lote resultará em um incremento do custo total de 25%.
Observe-se que o custo total é mais sensível ao emprego de lotes curtos do que longos e que, para variações razoáveis (mais ou menos 25%), a porcentagem de variação do custo total não passa de 5%.
Pode-se usar, consequentemente, esse resultado para modificar o lote econômico encontrado e adaptá-lo a valores mais reais.
Por exemplo, se o lote ótimo é de 76,27 e se deseja usar um lote de compra que seja múltiplo de 50 unidades, pode-se empregar um lote de 100 unidades, sabendo que a variação do custo total sobre o ótimo não excederá 5%.
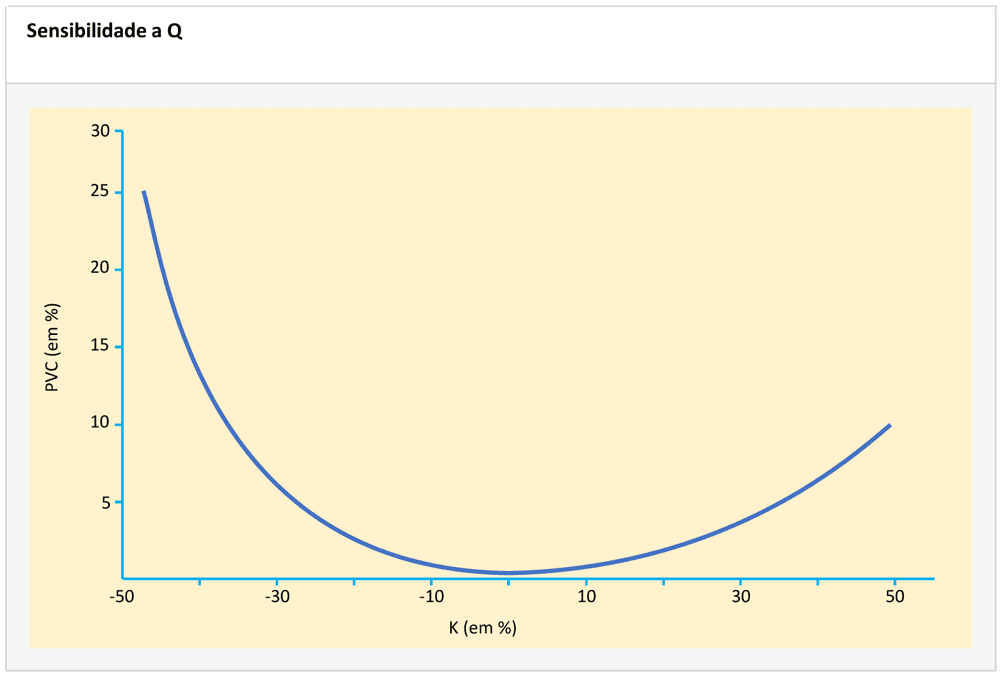
Do mesmo modo é possível perguntar-se qual será a porcentagem de variação do custo total sobre o ótimo, ao variarem as estimativas dos parâmetros.
Neste caso, a fórmula resultante será:
![]()
e sua expressão gráfica aparece no gráfico “Sensibilidade a p, D, i, v“.
Observe-se que a sensibilidade à variação de um dos parâmetros é muito menor do que a correspondente à variação do valor do lote.
Por exemplo, uma variação de 50% por defeito na estimativa de um dos parâmetros apenas dará uma variação de menos de 6% no custo total.
Deduz-se daí que o lote econômico é um valor muito “robusto” e que, embora na maioria dos casos se deva estimar os parâmetros de que depende, seu emprego assegurará custos totais próximos dos ótimos, no caso de se utilizarem os valores reais dos parâmetros.
Consideremos, por exemplo, um artigo cujo lote de pedido é atualmente de 30 unidades, pedido que se faz mensalmente para cobrir uma demanda constante anual de 360 unidades, com um preço de 50 unidades monetárias, um custo de manutenção estimado entre 15% e 30% e um custo de lançamento de pedido entre 200 e 1.000 u.m.
Poder-se-ia fazer algo com estimativas assim tão pouco precisas?
Seria preciso começar encontrando o lote econômico ótimo com valores intermediários, isto é, com i = 22% e com p = 600 u.m.
Nesta hipótese o lote econômico seria:
Q* = √ ( 2 x D x p ) / ( i x v )
Q* = √ ( 2 x 360 x 600 ) / ( 0,22 x 50 )
Q* = 198 unidades
e o custo total anual ótimo:
Ct = 2.180 unidades monetárias.
O custo total atual usando um lote de 30 unidades seria:
Ct = Cp + Cm
Ct = ( p x D / Q ) + ( i x Q x v / 2 )
Ct = ( 600 x 360 / 30 ) + ( 0,22 x 30 x 50 / 2 )
Ct = 7.365 u.m.
o que representa mais do que o triplo do custo, usando a política ótima.
É importante analisar agora como se comporta o lote econômico encontrado, no caso em que as estimativas médias (i = 22%, p = 600) não sejam verdadeiras.
Supondo-se, por exemplo, que o valor real de i é 15%, então, ao usar um valor de 22% (isto é, 50% acima), se incorrerá em um custo 2% superior ao ótimo. (Ver o gráfico ”Sensibilidade a p, D, i, v”).
Da mesma forma se poderiam analisar os outros casos extremos, deduzindo que é muito melhor usar o lote econômico calculado com valores aproximados e esquecer o lote de compra atual.
Variações das hipóteses básicas
Continuando com o caso de uma demanda constante determinista, podem-se incluir agora certas variações nas hipóteses de partida, o que dará modificações no lote econômico.
- Descontos por quantidade.
Considere-se em primeiro lugar que o segundo pressuposto do parágrafo anterior não se cumpre, isto é, que o preço unitário depende do lote do pedido.
Este é um caso frequente em que o fornecedor oferece um desconto por quantidade, desde que o pedido ultrapasse os limites mínimos.
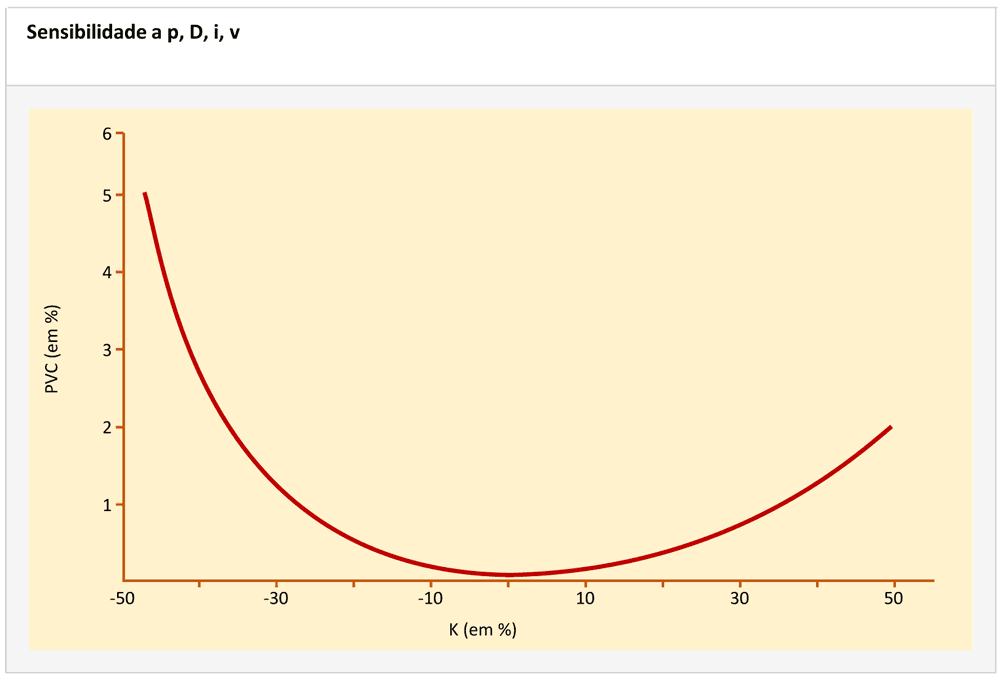
Considere-se o tipo mais comum de desconto por quantidade, aquele em que todas as unidades têm o mesmo preço, mas este varia em função do total do lote.
Suponha-se que, para o artigo em questão, existem alguns pontos de variação no preço:
Neste caso, o custo de aquisição será relevante, já que o tamanho do lote influi sobre o custo por unidade.
Para o período considerado, o custo de compra (Cc) é uma função descontínua do tamanho do lote, de forma que:
v0 x D … caso se compra menos que Q0
v1 x D … caso se compra entre Q0 e Q1
v2 x D … caso se compra entre Q1 e Q2
v3 x D … caso se compra mais de Q2
Os gráficos ”Variação dos preços de compra“ e ”Custo total de aquisição” apresentam a evolução de ambas as variáveis para o artigo que se tiver tomado como exemplo.
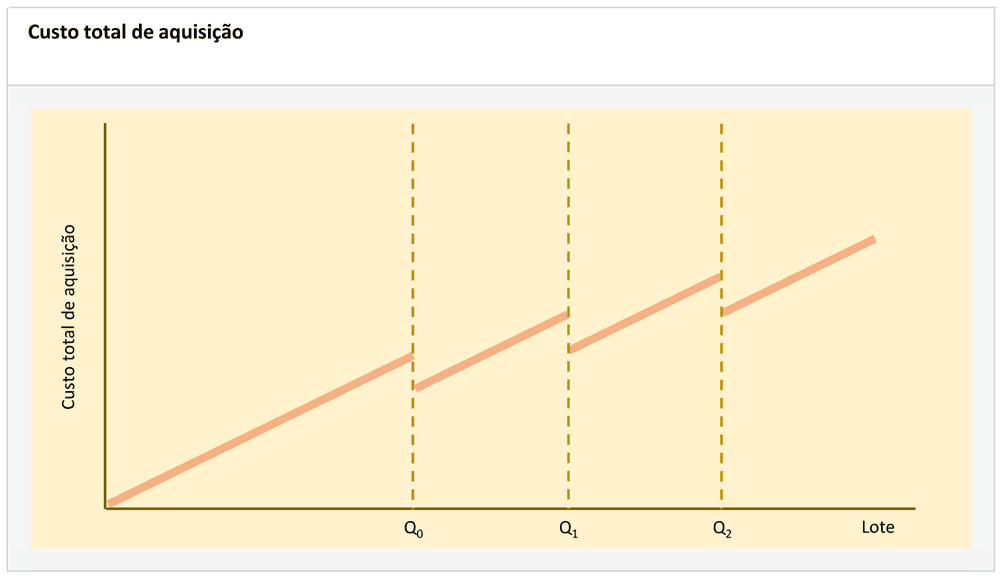
Ao calcular a função do custo total será preciso levar em conta o custo de compra, resultando daí uma função descontínua nos pontos onde o preço varia.
A função só é definida em intervalos, de forma que o custo total será igual a:
Custo de pedido + Custo de posse + Custo de aquisição
onde os custos de pedido e de posse são idênticos aos da seção anterior, ao passo que o custo de aquisição é o que se apresenta no gráfico ”Custo total de aquisição”.
O gráfico ”Evolução do custo total” mostra a forma típica deste para o caso de descontos por quantidade, observando-se a existência de descontinuidades nos pontos de variação do preço.
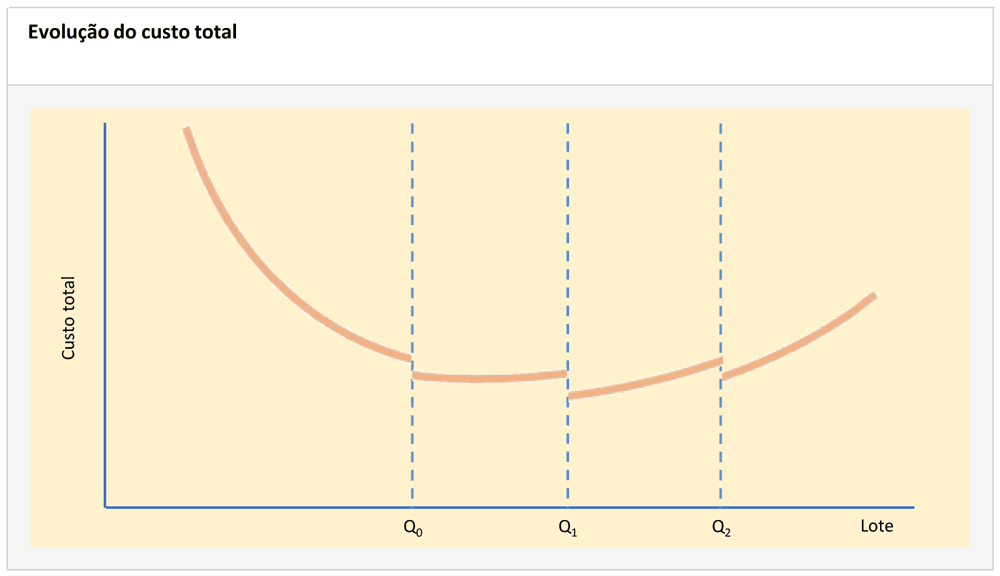
O gráfico Evolução do custo total mostra a forma típica deste para o modelo de descontos por quantidade. A curva apresenta fortes descontinuidades nos pontos de variação do preço. Observando-se o gráfico, comprova-se que, embora cada uma das funções possa ser avaliada para qualquer valor que se atribua a Q, só tem sentido dentro de seu intervalo de especificação.
Observe-se que, embora cada uma das funções possa ser avaliada para qualquer valor de Q, isso só tem sentido dentro de seu intervalo de especificação.
Assim, o ótimo pode coincidir ou com o ótimo de uma das funções (se esse ótimo ocorre em seu intervalo de especificação) ou então com um dos pontos de descontinuidade.
Os gráficos (a) e (b) da figura ”Ótimos para o custo total” podem ajudar a compreender a situação.
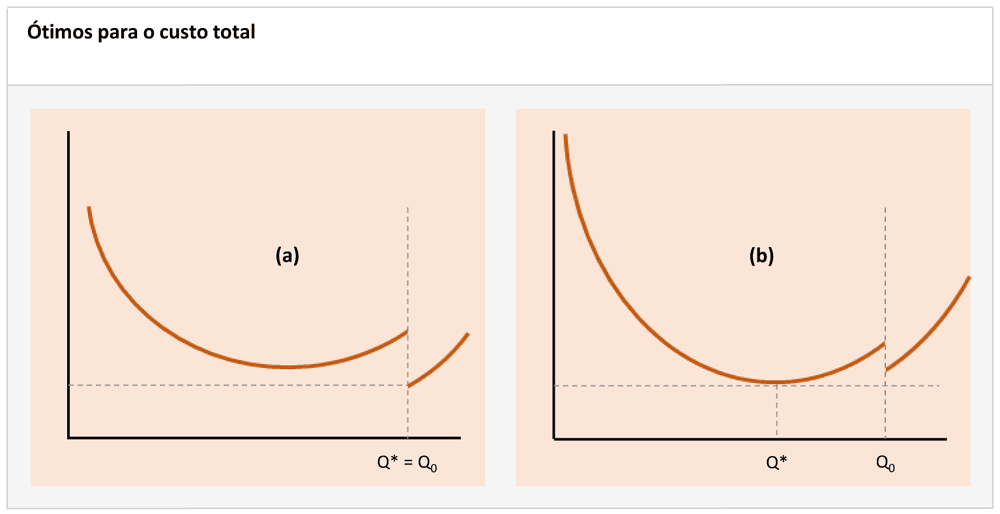
Os gráficos (a) e (b) da figura “Ótimos para o custo total” são muito úteis para compreender a nova situação. Para encontrar o ótimo nestas circunstâncias é preciso avaliar o ótimo de cada função, sempre que este ocorra em seu intervalo de definição, e depois compará-lo com o valor da função nos pontos de descontinuidade. É possível reduzir com algumas operações matemáticas determinadas avaliações, mas isso não constitui uma economia importante.
Para encontrar o ótimo nestas circunstâncias, é preciso avaliar o ótimo de cada função, se ele ocorre em seu intervalo de definição, e compará-lo com o valor da função nos pontos de descontinuidade.
Recorrendo a certas operações matemáticas podem ser evitadas algumas avaliações, mas a economia não é importante e complica a exposição.
Para completar a ilustração do caso de descontos por quantidade, recorre-se ao seguinte exemplo.
Seja um artigo (X) cuja demanda anual é de 10.000 unidades com um preço de compra de 25 u.m. / unidade.
Supõe-se também que o custo do pedido é de 300 u.m. e que o custo de posse do estoque chega a 25% ao ano.
Um fornecedor oferece 10% de desconto se os pedidos forem de pelo menos 4.000 unidades.
Neste caso, qual será o lote ótimo?
Será preciso calcular em primeiro lugar os lotes econômicos para cada preço possível, a saber 25,00 e 22,50 u.m. / unidade:
Q* = √ ( 2 x D x p ) / ( i x v )
Q25,00 = √ ( 2 x 10.000 x 300 ) / ( 0,25 x 25,00 ) = 980 unidades
Q22,50 = √ ( 2 x 10.000 x 300 ) / ( 0,25 x 22,50 ) = 1.032 unidades
Observa-se que o ótimo para v = 25,00 se encontra num intervalo válido, mas que o ótimo para v = 22,50 dá um vai de 1.032 unidades, valor para o qual preço de 22,50 não é aplicável.
Portanto, não se levará em conta o segundo valor.
O custo total para o lote de 980 unidades é:
Ct = ( p x D / Q ) + ( i x Q x v / 2 ) + ( D x v )
C980 = ( 300 x 10.000 / 980 ) + ( 0,25 x 980 x 25,00 / 2 ) + ( 10.000 x 25,00 ) =
C980 = 256.124 u.m.
ao passo que o custo total no ponto de variação do preço é:
C4.000 = ( 300 x 10.000 / 4.000 ) + ( 0,25 x 4.000 x 22,50 / 2 ) + ( 10.000 x 22,50 ) =
C4.000 = 237.000 u.m.
O gráfico ”Custo total de X” ilustra a vantagem de comprar em lotes de 4.000 unidades, do ponto de vista do custo.
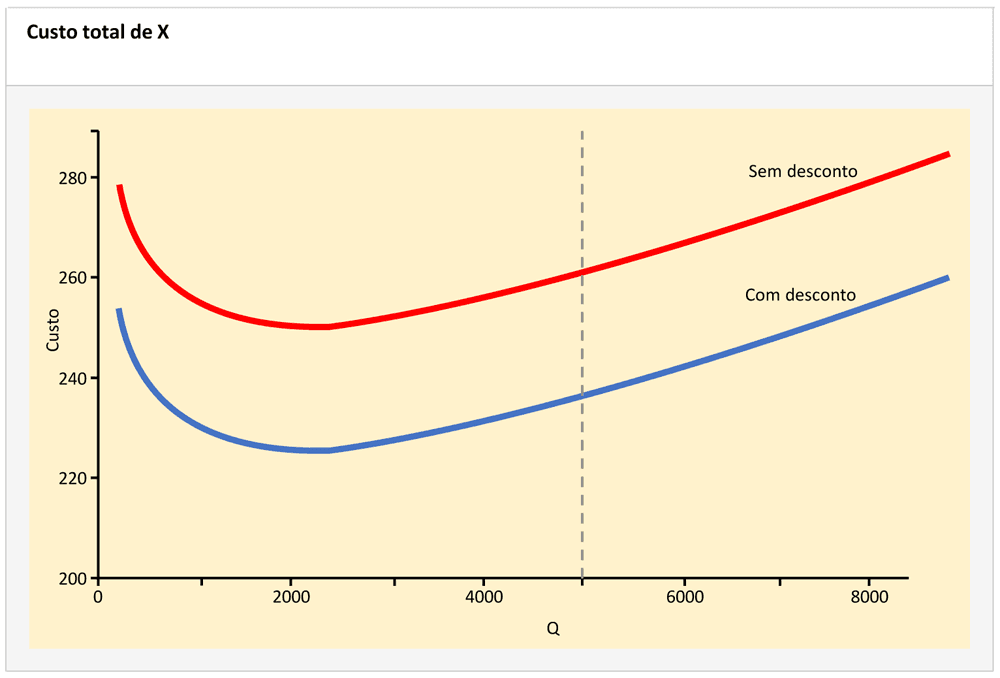
O gráfico Custo total de X serve para completar o modelo baseado nas variações do desconto por quantidade, mostrando a vantagem comparativa de comprar em lotes de 4 000 unidades do ponto de vista do custo.
- Limites no tamanho do lote.
Para certos produtos, podem existir limites (inferiores ou superiores) nos valores possíveis do lote de compra.
Por exemplo, determinado fornecedor pode não aceitar pedidos de menos de k unidades, enquanto que no caso de outro produto perecível não convirá armazená-lo por mais de T dias, limitando assim a categoria dos lotes factíveis.
Note-se que o período máximo que um artigo permanecerá no armazém, se for comprado em lotes de Q unidades e sua demanda for D, é dado pela equação T = Q / D.
No caso de existirem limites, se o lote ótimo se encontra dentro deles, continua sendo o ótimo.
Caso contrário, o próprio limite é o valor que deverá ser usado.
O gráfico ”Limites no tamanho do lote” ilustra esta afirmação.
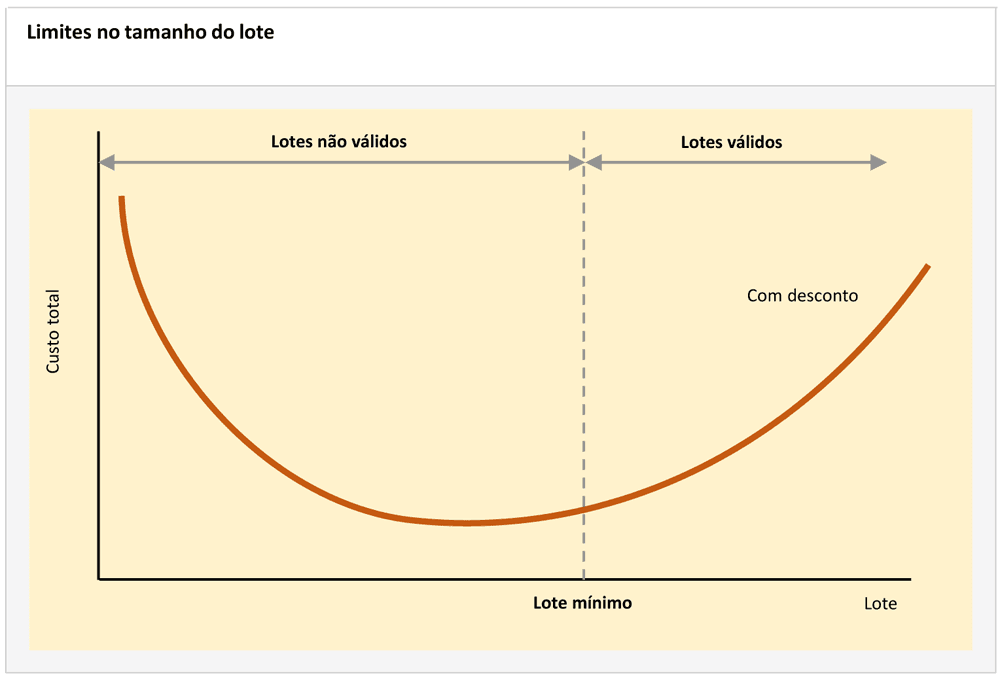
O gráfico Limites no tamanho do lote ilustra um novo modelo de variação, baseado na exigência do fornecedor de não aceitar pedidos abaixo de certo nível de unidades ou por não poder armazenar um produto perecível além de determinada data, o que limita o volume dos lotes factíveis.
- Compra em quantidades fixas.
Quando os pedidos são servidos, por exemplo, em caixas de N unidades cada uma, o lote deverá coincidir com um múltiplo exato de N.
Nesse caso, se o lote ótimo calculado coincide com um múltiplo de N, este será o valor empregado.
Caso contrário, será necessário avaliar o custo para os múltiplos de N mais próximos do lote econômico.
Aquele que der um custo total menor será o ótimo restrito que se busca.
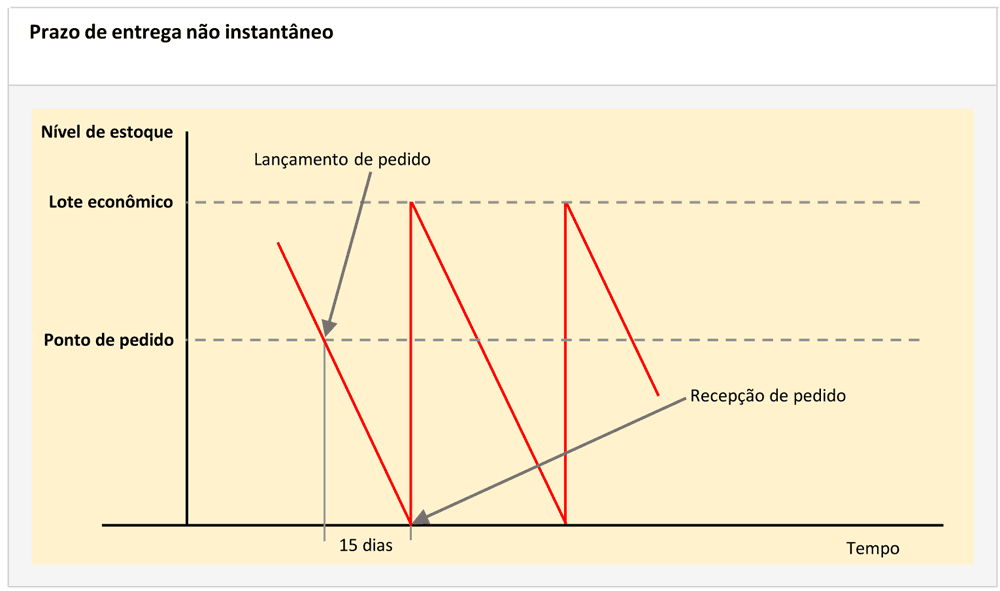
- Prazo de entrega não instantâneo.
No caso em que o serviço não é instantâneo iras se conhece sua demora, as ideias expostas para o lote econômico continuam sendo válidas; far-se-á, entretanto, um pedido com suficiente antecedência, para que sua recepção se produza no instante em que o estoque se esgotar.
O estoque existente entre a solicitação de remessa e sua recepção corresponderá ao estoque em trânsito.
Considere-se, por exemplo, que a demanda anual é de 720 unidades e o lote econômico calculado é de 45 unidades.
Se o prazo de entrega for de 15 dias, será necessário fazer um pedido de 45 unidades, 15 dias antes que se esgote o estoque, isto é, quando o nível de estoque chegar a 30 unidades (30 = 15 x 720 / 360).
Este valor, indicativo de que se deve fazer um pedido quando o nível de estoque se situa abaixo dele, denomina-se ponto de pedido.
O gráfico ”Prazo de entrega não instantâneo” ilustra esse caso.
O ambiente estocástico ou probabilístico
Considere-se agora uma situação mais comum em um ambiente de distribuição, no qual, como na maioria dos casos de demanda independente, existe incerteza: desconhece-se o valor exato da demanda e é provável que também não se conheça o prazo de reabastecimento.
A primeira dessas situações incertas, aquela em que o prazo de reabastecimento é conhecido, mas não o é a quantidade exata de demanda, pode ser o caso de um varejista ou de um armazém de distribuição afastado da fábrica central, cujo prazo de reabastecimento se conhece com exatidão, mas cuja demanda, apesar de se manter constante como média, sofre oscilações em torno desse valor.
Em uma situação assim os estoques do armazém desempenharão pelo menos duas funções:
- Estoque de lote, supondo que os pedidos se efetuem em lotes, equivalentes às vendas médias de uma semana;
- Estoque de segurança, que se somará ao estoque de lote para diminuir o risco de não poder atender a um pedido, por se ter produzido uma variação positiva da demanda.
Neste ponto, existem dois critérios para a determinação das quantidades que devem ser armazenadas como estoques de segurança:
- O critério de minimização do custo total, similar ao método já usado para a determinação do lote econômico na seção anterior; e
- O de otimização do nível do serviço, entendendo com isto uma medida de correção que permita ao estoque de segurança cumprir sua missão.
Uma medida a ser empregada é a fração de clientes satisfeitos sobre o total.
Assim, se em uma semana foram atendidos 240 clientes e destes se pôde satisfazer 220, então o nível de serviço seria de 92% [(220 / 240) x 100].
Outra possível medida do nível de serviço seria a fração de unidades servidas sobre as solicitadas.
Assim, se dos 240 clientes 50 desejavam 2 unidades e 190 desejavam 1, e foi possível servir 250 unidades, o nível de serviço assim calculado seria de 86% [250 / (50 x 2 + 190)].
O primeiro critério, o de minimização do custo total, requer um conhecimento detalhado dos custos de ruptura, custos que, como ficou dito anteriormente, são muito difíceis de calcular; quando utilizados, geralmente provêm de uma estimativa subjetiva de algum diretor.
Nesse caso, o método seria similar ao utilizado para o caso determinístico, embora agregando o custo de ruptura de estoque.
O segundo critério, o do nível do serviço, define a qualidade esperada do estoque de segurança para evitar o risco de ruptura de estoque.
Aqui, em vez de estimar o custo de uma ruptura, se decidirá quantas rupturas de estoque se podem aceitar ou, o que é o mesmo, o nível de serviço desejável.
Por exemplo, um mecânico de conserto de carros pode estabelecer como política de estoques que 95% das necessidades de peças de reposição se encontrem em seu armazém quando precisar delas.
Valores de nível de serviço entre 90% e 99% são comuns na maioria das indústrias.
No momento de fixar esse nível, é importante considerar o custo que a decisão produzirá quanto aos estoques necessários.
O gráfico ”Relação entre o nível de serviço e o estoque necessário” mostra como os níveis de serviço acima de 95% aumentam excessivamente os níveis de estoque.
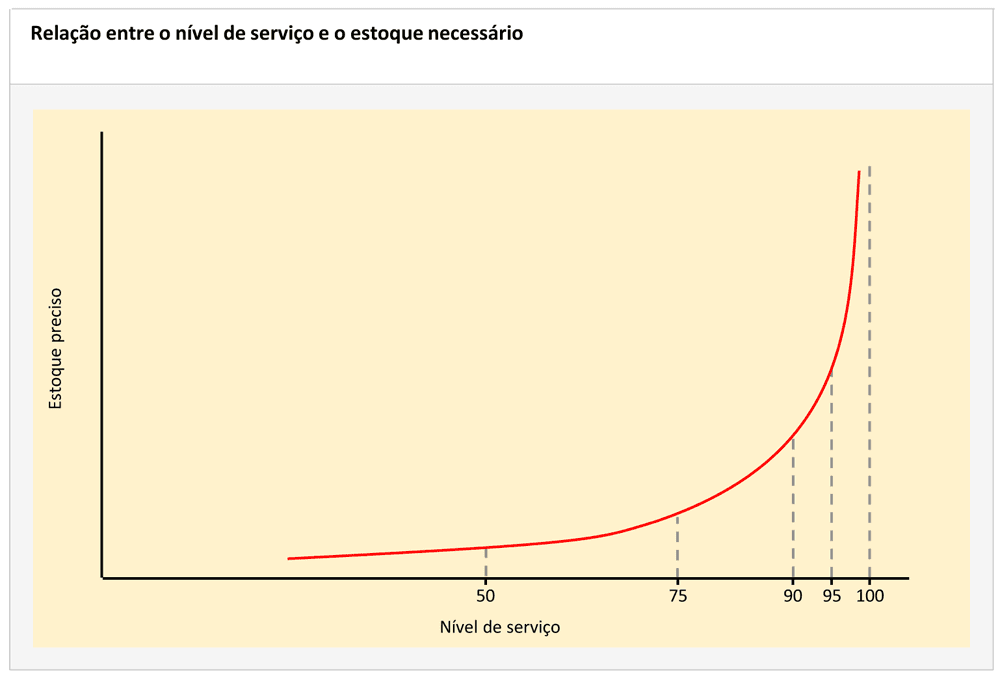
Um nível de serviço de 100% é muito difícil de ser conseguido e caso pudesse seria extremamente caro.
Para expor o método de análise do modelo de incerteza da demanda, vamos examinar um caso concreto: o de um depósito de distribuição de uma companhia de peças para automóveis e, em partícula a correia de ventilador A3D500.
Para ela, a tabela ”Demanda nos dois últimos anos de A3D500” mostra a demanda semanal em unidades, que se registrou nos últimos dois anos (o armazém fecha duas semanas cada ano para fazer o balanço).
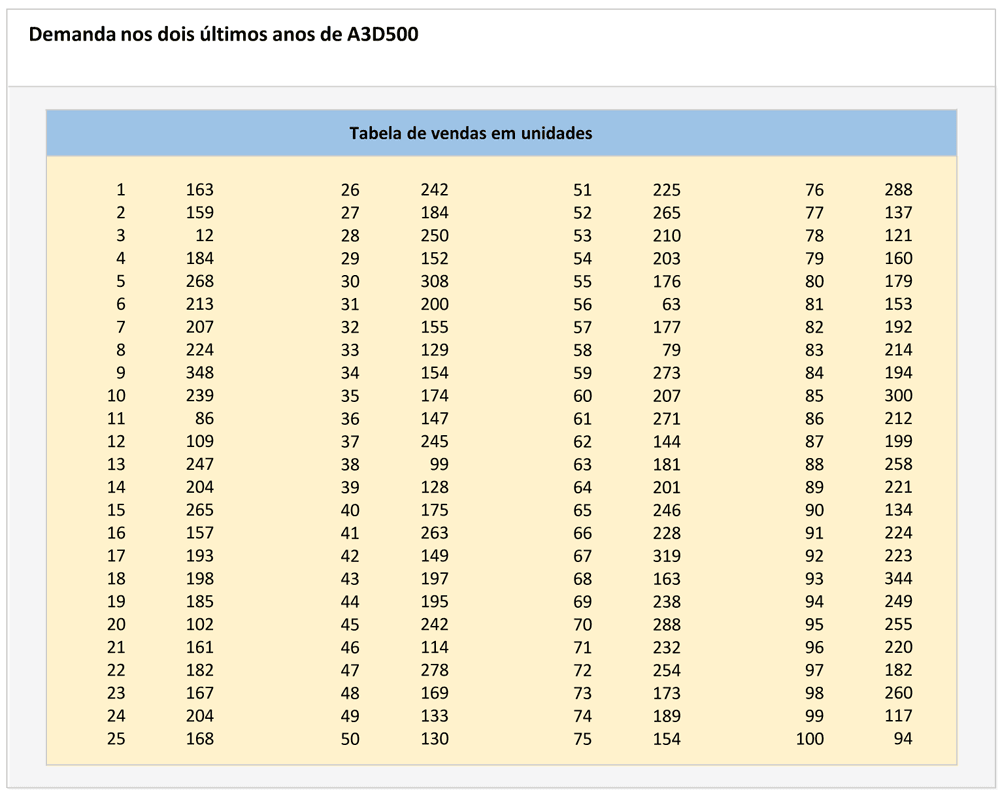
Caso se julga que o comportamento da demanda no passado se manterá, podem ser empregados os dados históricos para a análise da variabilidade esperada no futuro.
É possível extrair alguma conclusão da observação da tabela de vendas anterior com sua centena de números.
Um gráfico dos mesmos valores é geralmente mais ilustrativo (ver ”Vendas de A3D500 nos últimos dois anos”) e pode ser facilmente obtido na maioria dos microcomputadores.
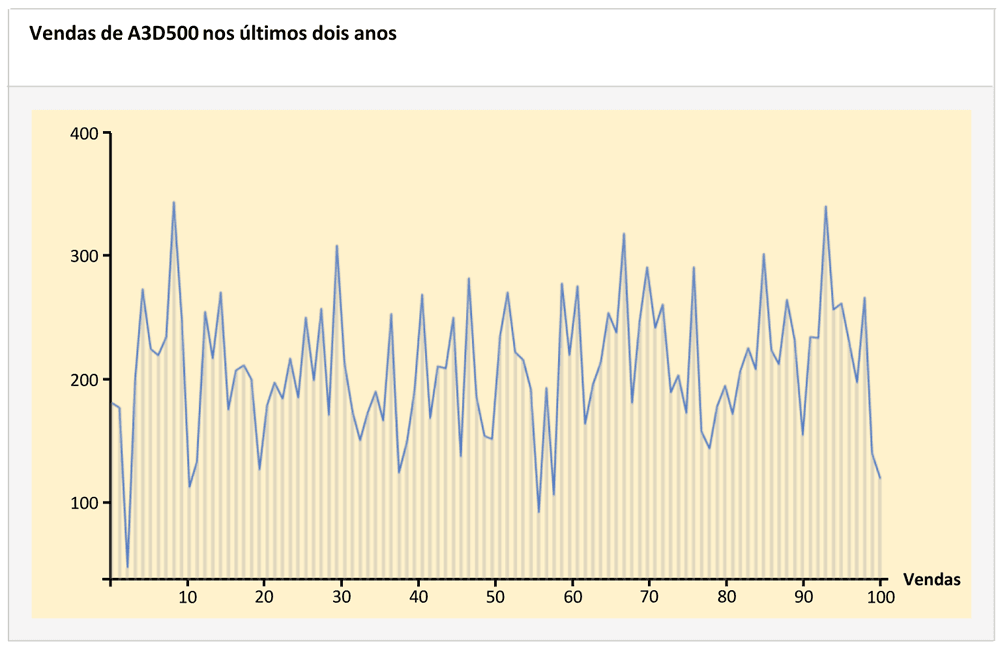
Apesar de que na tabela e no gráfico aparece toda a informação sobre as vendas, esta ainda é uma informação pouco elaborada.
O ”Histograma das vendas de A3D500 nos últimos dois anos” oferece a mesma, de forma mais condensada.
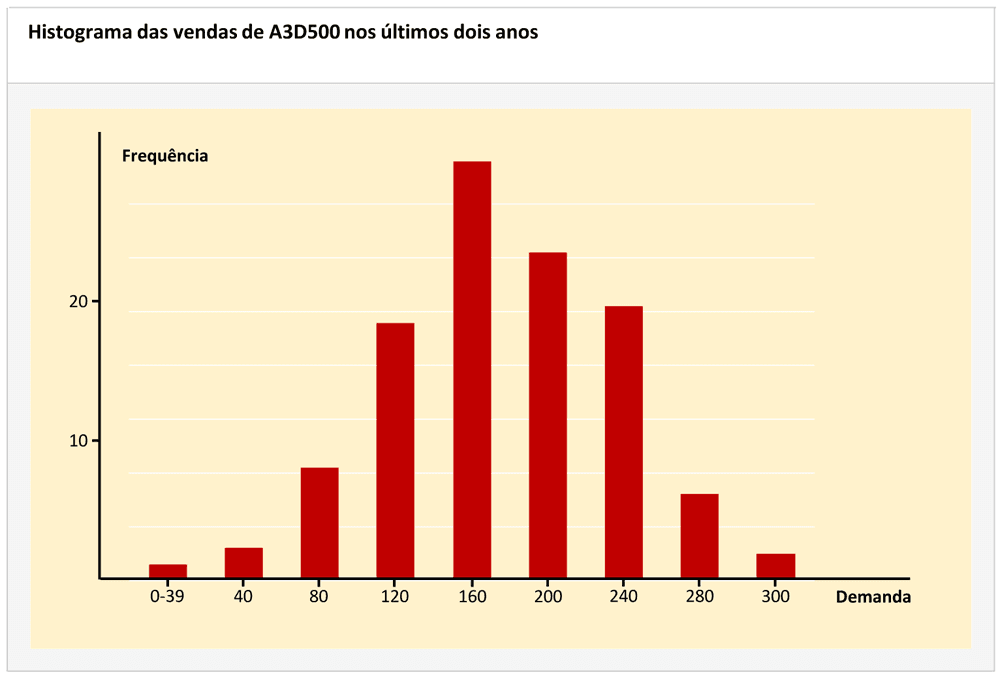
Os gráficos Vendas de A3D500 nos últimos dois anos e Histograma de A3D500 nos últimos dois anos servem para a exposição do método da incerteza da demanda, projetado a partir do caso de um armazém de distribuição de uma companhia de autopeças, para a venda da correia de ventilador A3D500.
Este histograma agrupa os dados em intervalos, indicativos da frequência com que acontecem.
Assim, uma barra vertical de altura 16 no intervalo 120 – 159 assinala que houve um total de 16 semanas nas quais as vendas ficaram situadas entre 120 e 159 correias.
Observe-se que com esta operação se tornou a informação mais ilustrativa, mas ao mesmo tempo perdeu-se parte dela.
Por exemplo, é impossível ver em um histograma se a um período de vendas elevadas segue-se em geral outro de vendas baixas.
Os dados podem ser resumidos ainda mais (de novo eliminando parte da informação) se se calcula de alguma forma o centro do histograma e sua disposição.
O ponto central de um histograma é indicado, normalmente, mediante a média dos valores, isto é, a média das observações.
Para as cinco primeiras semanas, ela seria:
X = ( 163 + 159 + 12 + 184 + 268 ) / 5 = 157,2
Por sua parte, um dos valores mais usados para medir a dispersão das observações em torno de seu valor médio é o desvio padrão, calculado como a raiz quadrada da média dos quadrados dos desvios observados a partir da média.
Para as observações das cinco primeiras semanas se obteria:
σ2 = [( 163 – 157,2 )2 / 5] + [( 159 – 157,2 )2 / 5] + [( 12 – 157,2 )2 / 5] + [( 184 – 157,2 )2 / 5] + [( 268 – 157,2 )2 / 5]
Quanto maior for o valor do σ, mais dispersas serão as observações.
A ”média” e o “desvio padrão” representam a dispersão das observações das 100 últimas semanas, para as quais:
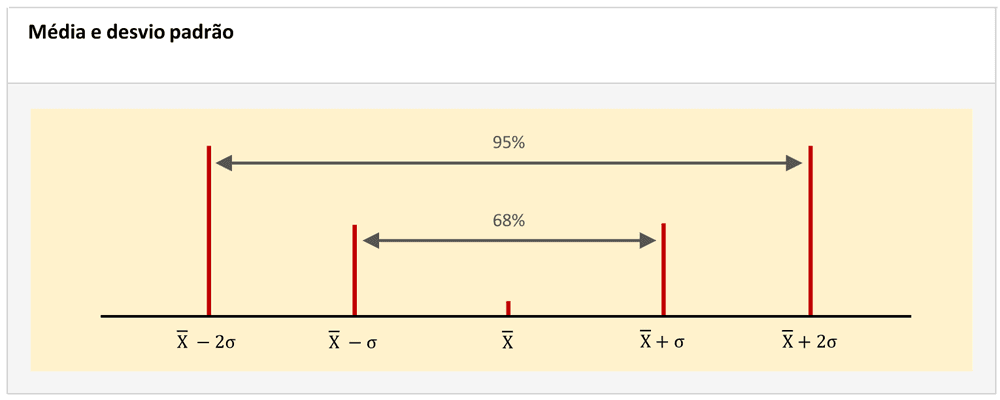
A figura superior é uma representação da dispersão das observações realizadas durante as cem últimas semanas. Trata-se de um modelo no qual se resumiram os dados que apresentava o histograma das vendas de A3D500 no qual o ponto central exprime a média dos valores das observações, e os extremos o valor da dispersão calculado a partir do desvio padrão.
X = 195,46 e σ = 60,72
Em geral, os dados se agrupam em torno da média e no intervalo (134,256) encontram-se 68% deles, ao passo que, no intervalo (74,317) se encontram aproximadamente 95% das observações.
Embora isso seja verdadeiro para a maioria dos casos, não o é para todos.
Estes resultados basearam-se na hipótese da chamada distribuição normal.
Diversos matemáticos dos séculos XVIII e XIX estudaram a denominada curva normal, uma idealização que corresponde a um histograma obtido, a partir de um número infinito de observações.
Esta curva tem a seguinte expressão matemática, para X = 0 e σ = 1:
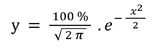
Na realidade esta expressão raramente é usada, já que é muito mais fácil trabalhar com a curva normal mediante tabelas e diagramas.
Os valores de 68 e de 95% antes citados provêm da curva: o total de observações (área) que se encontra entre os valores – 1 e + 1 (correspondente à probabilidade de encontrar um valor no intervalo 134 – 256) é aproximadamente de 68% do total, ao passo que para o intervalo – 2, + 2 a área é de 95%.
Estes valores podem ser encontrados nas tabelas que aparecem em qualquer texto de estatística ou apertando o botão de certas calculadoras.
Como a maioria dos histogramas de dados de demanda tendem a se parecer à curva normal (devido ao fato de que seus valores provêm da soma de vários impulsos individuais de compra) e visto que essa distribuição tem uma série de propriedades estatísticas importantes, costuma-se utilizar a curva como uma aproximação ideal ao histograma real, empregando suas tabelas para a obtenção de porcentagens.
Se se aplicam estes conceitos ao problema descrito, pode-se utilizar a aproximação normal de média 195 e desvio padrão 61 como uma aproximação à distribuição das vendas por semanas.
Assim, poder-se esperar que as vendas se encontrassem no intervalo (195 – 61, 195 + 61) 68% das vezes; e, como existe simetria na distribuição, poder-se também esperar que dos 32% restantes, a metade se situe acima de 256 (195 + 61).
Esta ideia reflete-se na figura ”Curva normal”.
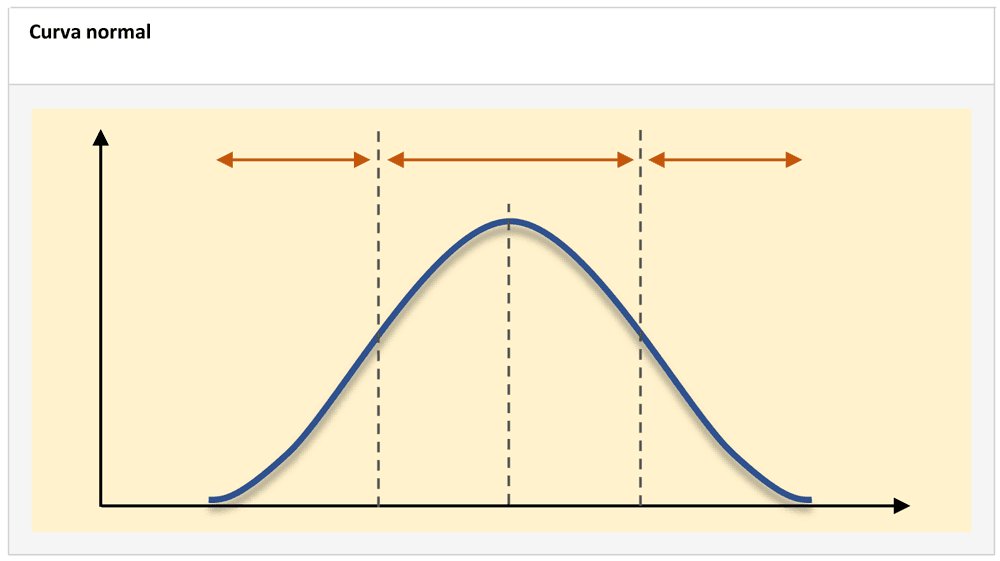
O gráfico Curva normal corresponde a um histograma hipotético, obtido a partir de um número infinito de observações.
Se nos inícios de semana se dispusesse no armazém de um estoque de 256 unidades, ele seria suficiente em média para 84% das semanas (100 – 32 / 2), com ruptura de estoque nos 16% restantes.
Leia mais em:
- Entenda a gestão dos estoques e informação
- Como entender a gestão de estoques e de armazéns
- Entenda as funções dos estoques
- Entenda os estados, classificação e custos associados do estoque
Fonte: Jaime Ribera Segura – Master of Sciences e PhD in Operations Research, pela Universidade da Flórida. Professor no IESE.
![]()


